«Без штампов»
За время своего существования ООО «Армтехстрой» зарекомендовало себя как стабильный производитель и поставщик трубопроводной арматуры (ТПА) на российском рынке. За прошедшие годы предприятие освоило и запустило в производство широкий спектр ТПА.
В рамках программы технического перевооружения, а также в целях наращивания объемов производства и номенклатуры ООО «Армтехстрой» методично проводит обновление станочного парка и неуклонно увеличивает линейку поставляемой продукции.
Успех предприятия, в том числе и развитие инновационных направлений отчасти обусловлен умением находить пути снижения металлоемкости, трудоемкости и себестоимости выпускаемых изделий.
Применение в производстве штампованных заготовок является одним из таких методов. Штамповка — одна из древнейших операций по обработке металла, известных человеку. Десятилетиями изделия на высокие давления до 250 кгс/см2 и небольшие диаметры (Ду до 50мм) производители ТПА выпускали с корпусными деталями из штампованных заготовок.
По данным исследований, проведенным специалистами маркетинговой службы ОАО «Армалит-1», объем рынка штампованных изделий в 2011 году упал практически в двое по сравнению с периодом 2000-2008 годов (Журнал «АрматуроСтроение» 2/77/2012, стр.81, статья «ОАО «Армалит-1» провело анализ рынка штампованных изделий»). От туда же: «.. Российский рынок штамповки является одним из самых неопределенных рынков заготовительной продукции отечественного машиностроения..» .
Учитывая неблагоприятную обстановку со штамповкой ООО «Армтехстой» предпринимает меры по снижению зависимости от поставщиков поковок, одной из которых стала разработка и постановка на производство линейки типовых стальных клиновых задвижек Ду 15...40 Ру16...250 без применения штампованных заготовок.
При разработке типовой конструкции задвижек пришлось решать ряд вопросов, например - метод крепления седла в корпусе. Самым распространенным является метод развальцовки седла.
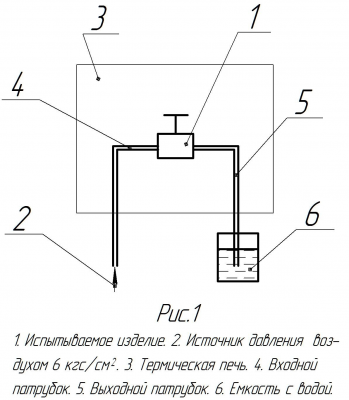
«Горячие» испытания своих разработок с применением развальцованных седел, а также взятые для сравнения изделия некоторых других производителей показали неутешительные результаты: при критически высоких температурах происходит разгерметизация соединения корпус-седло. Изделие помещалось в термическую печь и выдерживалось там в течение 1,5-2 часов при температуре от 350ºС до 425ºС, в зависимости от паспортных данных. Испытания проводились с закрытым затвором и с постоянно поддерживаемым давлением воздуха 6 кгс/см2 со стороны одного патрубка и трубкой опущенной в воду от другого патрубка для контроля протечек. (см.Рис.1) Стабильные протечки начинали наблюдаться через 30-50 минут после нагрева до максимальной паспортной температуры.
После этого изделие вынимали из печи и давали остыть до температуры окружающей среды на воздухе. Далее вновь проводились испытания на герметичность затвора воздухом давлением 6 кгс/см2 . Практически ни одна испытанная задвижка не вернулась в исходное состояние, а так и остались с протечками по соединению седло-корпус, хотя, надо отметить, протечек по затвору клин-седло не наблюдалось.
Авторы сразу хотят отметить, что приведенные данные не являются какой-то рекламой или антирекламой, и все действия проводились только с целью определения конструктивных особенностей создаваемых собственных изделий. Любой желающий может повторить подобные испытания и убедиться в их достоверности.
На основе всего выше сказанного было принято решение разработать задвижку, учитывая следующие критерии:
1. Не применять штампованные детали.
2. Заготовкой должен быть типовой прокат.
3. Не применять развальцовку седел.
4. Детали должны быть максимально просты и технологичны в изготовлении.
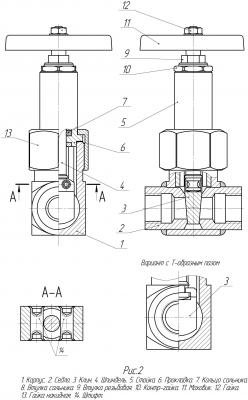
Учитывая заложенные требования была разработана задвижка клиновая со следующими параметрами (см. Рис.2):
1. Корпус из профильного проката - квадрат.
2. Седло и соединительная с магистралью муфта выполнены как единая деталь.
3. Седло приварено к корпусу.
4. Направляющие для клина выполнены не в корпусе, а в стойке.
5. Шпиндель выдвижной, вращающийся.
6. Стойка полностью закрыта.
7. Втулка резьбовая одновременно является и элементом ходовой пары и элементом создающим нагрузку на сальниковый узел.
8. Стойка соединяется с корпусом посредством накидной гайки.
9. Прокладка между корпусом и стойкой из коррозиестойкого металла.Клин и шпиндель соединены между собой посредством штифтов, или Т-образного паза. Вращение клина и шпинделя осуществляется свободно вокруг продольной оси.
Задвижка данной конструкции успешно прошла испытания на герметичность при высоких температурах и запущена в производство. Преимущества данной конструкции:
- уменьшение габаритных и весовых характеристик;
- улучшенные показатели работоспособности при высоких температурах;
- уменьшение завихрений транспортируемой среды и, и как следствие, снижение гидросопротивления изделия;
- шпиндель защищен от воздействия окружающей среды.
3D модель задвижки

Генеральный директор ООО «АрмТехСтрой» В.А.Уфимцев
Генеральный директор ООО «АТС-Техно» А.В.Матвеев
Надеемся, что информация данной статьи будет полезна Вам в работе. По всем техническим вопросам и вопросам приобретения задвижек данной конструкции Вы можете обратиться по тел/факс 8 (3522) 60-10-52, 60-20-54, 60-30-53, E-mail: sale@armtehstroy.ru